Nhựa ngành cơ khí là nhóm vật liệu kỹ thuật cao cấp, được lựa chọn thay thế kim loại trong nhiều ứng dụng cơ khí chế tạo nhờ ưu điểm nhẹ hơn, không gỉ, tự bôi trơn và chi phí gia công thấp hơn. Từ bánh răng, bạc đỡ, con lăn đến các chi tiết cơ khí chịu tải cao – nhựa kỹ thuật ngày càng đóng vai trò quan trọng trong các ngành sản xuất hiện đại. Bài viết này giúp kỹ sư và kỹ thuật viên hiểu rõ đặc tính từng loại nhựa và cách lựa chọn phù hợp với yêu cầu tải trọng, tốc độ và nhiệt độ.


Vì Sao Nhựa Kỹ Thuật Thay Thế Kim Loại Trong Cơ Khí?
Trong ngành cơ khí chế tạo hiện đại, nhựa kỹ thuật ngày càng được ưu tiên thay thế kim loại trong nhiều chi tiết. Lý do chính gồm: trọng lượng nhẹ hơn kim loại 5–8 lần, không bị oxy hóa/ăn mòn, tự bôi trơn (giảm hoặc loại bỏ yêu cầu bôi trơn), cách điện, cách âm và chi phí gia công CNC thấp hơn đáng kể.
| Tiêu Chí So Sánh | Nhựa Kỹ Thuật | Kim Loại (Thép/Đồng) |
|---|---|---|
| Trọng lượng | 1,0–1,4 g/cm³ | 7,8–8,9 g/cm³ |
| Chống ăn mòn | Hoàn toàn không gỉ | Cần xử lý bề mặt |
| Tự bôi trơn | Có (PA, POM, PEEK, Teflon) | Không – cần bôi trơn |
| Cách điện | Tốt (trừ ESD) | Dẫn điện |
| Chi phí gia công CNC | Thấp, tốc độ cao | Cao hơn, mài mòn dao nhiều |
| Chịu tải trọng cao | Hạn chế (trừ PEEK) | Vượt trội |
Các Loại Nhựa Phổ Biến Trong Ngành Cơ Khí Chế Tạo
Nhựa PA (Nylon) – “Vua Cánh Cửa” Ngành Cơ Khí
Nhựa PA tấm và cây tròn PA là vật liệu được sử dụng nhiều nhất trong cơ khí nhờ sự cân bằng hoàn hảo giữa độ cứng, độ bền và khả năng tự bôi trơn. PA6 và PA66 có độ bền kéo 70–85 MPa, chịu nhiệt 80–120°C liên tục. Đặc biệt PA hấp thụ độ ẩm nhẹ (1,5–3,5%) giúp tự bôi trơn khi hoạt động – lý tưởng cho bánh răng, bạc trượt, con lăn và các chi tiết quay.
MC Nylon (nhựa PA đúc, màu xanh) có tính năng vượt trội hơn PA thông thường: độ cứng cao hơn, chịu tải tốt hơn và bền mài mòn hơn, phù hợp cho các chi tiết chịu tải trọng lớn như bánh răng lớn, tấm chịu lực, bạc đỡ chịu tải.
Nhựa PU (Polyurethane) – Dẻo và Chịu Va Đập
Nhựa PU tấm là vật liệu đàn hồi cao trong nhóm nhựa cơ khí, kết hợp độ cứng của nhựa và tính đàn hồi của cao su. PU có độ bền kéo đứt xuất sắc (25–50 MPa), chịu mài mòn gấp 3–5 lần cao su, chống va đập tốt và chịu dầu. Ứng dụng điển hình: bánh xe, con lăn dẫn hướng, đệm giảm chấn, tấm va đập, gioăng thủy lực và bộ phận kẹp giữ.
Nhựa PEEK – Đỉnh Cao Hiệu Năng Cơ Khí
Nhựa PEEK tấm là vật liệu nhựa kỹ thuật cao cấp nhất, sở hữu cơ tính gần với kim loại nhôm. Độ bền kéo 100 MPa, chịu nhiệt liên tục 250°C (đỉnh 300°C), chống bức xạ gamma, kháng hóa chất gần tuyệt đối và cứng vượt trội. PEEK được dùng trong hàng không vũ trụ, y tế và các ứng dụng cơ khí khắc nghiệt nhất: chi tiết bơm áp suất cao, bánh răng tốc độ cao, đệm chịu nhiệt, vỏ thiết bị y tế.
Nhựa Teflon PTFE – Chống Mài Mòn và Không Dính
Trong cơ khí, nhựa Teflon PTFE được ứng dụng chủ yếu làm bạc trượt, vành đệm bơm, đệm cách nhiệt và tấm chịu hóa chất. Teflon có hệ số ma sát thấp nhất trong tất cả vật liệu rắn (0,04), chịu nhiệt 260°C, kháng tuyệt đối với hầu hết hóa chất và dung môi. Hạn chế: không thể gia công ren kẹp vì độ cứng thấp; thường dùng kết hợp với kim loại.

Ứng Dụng Cụ Thể Trong Cơ Khí Chế Tạo
Bánh Răng và Cụm Truyền Động
Bánh răng nhựa PA và POM là thay thế phổ biến cho bánh răng kim loại trong các hệ thống truyền động tải trọng nhẹ đến trung bình. Ưu điểm: giảm tiếng ồn đáng kể, không cần bôi trơn định kỳ, chịu được rung động, không gây mài mòn bánh răng đối tiếp khi một răng bị hỏng. Nhựa PA6/MC được dùng cho bánh răng tốc độ thấp đến trung bình; PEEK cho bánh răng chịu nhiệt và tốc độ cao.
Bạc Đỡ và Bạc Trượt
Bạc đỡ từ PA, POM và Teflon thay thế bạc đồng trong nhiều ứng dụng. PA và POM tự bôi trơn nhờ hấp thụ dầu hoặc độ ẩm, giảm chi phí bảo trì. Teflon làm bạc trượt cho các trục áp lực thấp cần ma sát cực kỳ thấp. PEEK dùng cho bạc chịu tải cao, nhiệt độ cao trong môi trường hóa chất.
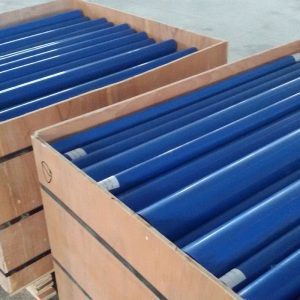
Con Lăn và Bánh Xe
Con lăn nhựa PU là lựa chọn hàng đầu cho các dây chuyền sản xuất cần êm ái, chống trượt. PU kết hợp trục thép hoặc trục nhựa PA tạo con lăn nhẹ, không gỉ, chịu va đập tốt. Bánh xe nhựa PU cứng (Shore A 70–95) dùng cho xe nâng tay, xe đẩy trong nhà máy chịu tải tốt mà không gây vết hằn trên sàn.
Gia Công CNC Nhựa Kỹ Thuật Trong Cơ Khí
Nhựa kỹ thuật dễ gia công CNC hơn kim loại: tốc độ cắt cao gấp 3–5 lần, mài mòn dao ít, không cần dung dịch làm mát (trừ PEEK). Dịch vụ gia công cắt nhựa POM tấm, cây tròn và gia công cắt nhựa PA tấm, cây tròn tại Nhựa Việt đảm bảo dung sai ±0,05–0,1mm, bề mặt phẳng mịn, sẵn sàng cắt theo bản vẽ kỹ thuật CAD/DXF.

Bảng Chọn Vật Liệu Theo Tải Trọng, Tốc Độ, Nhiệt Độ
| Loại Nhựa | Tải Trọng | Tốc Độ | Nhiệt Độ Max | Ứng Dụng Chính |
|---|---|---|---|---|
| PA6 / PA66 | Trung bình | Trung bình | 120°C | Bánh răng, bạc đỡ, con lăn |
| MC Nylon (PA đúc) | Cao | Trung bình | 120°C | Bánh răng lớn, tấm chịu lực |
| PU (Polyurethane) | Trung bình | Trung bình | 80°C | Con lăn, bánh xe, đệm va đập |
| PEEK | Rất cao | Cao | 250°C | Chi tiết chính xác cao, y tế |
| Teflon PTFE | Thấp | Thấp | 260°C | Bạc trượt, đệm hóa chất |
| POM (Delrin) | Trung bình | Cao | 100°C | Bánh răng nhỏ, tay gạt, cam |
Lưu Ý Khi Thiết Kế Chi Tiết Cơ Khí Bằng Nhựa
- Hệ số giãn nở nhiệt: Nhựa giãn nở nhiệt gấp 5–10 lần kim loại. Khi thiết kế lắp ghép giữa nhựa và kim loại, cần dự phòng khe hở phù hợp để tránh kẹt hoặc gãy khi nhiệt độ thay đổi.
- Hút ẩm của PA: PA hút ẩm từ môi trường (1,5–3,5%), làm kích thước thay đổi 0,2–0,5%. Cần bù trừ dung sai trong thiết kế, đặc biệt với chi tiết lắp ghép chính xác.
- Tải trọng động: Nhựa chịu tải trọng tĩnh tốt hơn tải trọng động chu kỳ. Với ứng dụng tải trọng va đập lớn, cần dùng PA đúc (MC Nylon) hoặc PEEK thay vì PA thông thường.
- Độ dày thành tối thiểu: Với gia công CNC nhựa, thành tối thiểu nên ≥2mm (PA, POM) hoặc ≥3mm (PEEK, Teflon) để tránh biến dạng khi gia công.
Xem thêm: Các loại nhựa công nghiệp phổ biến và ứng dụng để có cái nhìn tổng quan đầy đủ về tất cả vật liệu nhựa kỹ thuật.
FAQ – Câu Hỏi Thường Gặp Về Nhựa Ngành Cơ Khí
Nhựa PA hay POM tốt hơn cho bánh răng?
POM (Delrin/Acetal) cứng hơn PA, chịu tải trọng điểm tốt hơn và hút ẩm ít hơn – phù hợp cho bánh răng nhỏ, tốc độ cao cần độ chính xác cao. PA mềm hơn, chịu va đập và tiếng ồn tốt hơn – phù hợp cho bánh răng lớn hơn, tải trọng trung bình. Với ứng dụng chịu tải nặng, MC Nylon (PA đúc màu xanh) là lựa chọn tốt nhất.
Nhựa PEEK có thực sự cần thiết hay có thể dùng PA thay thế?
PEEK chỉ thực sự cần thiết khi: nhiệt độ làm việc vượt 130°C, môi trường hóa chất mạnh, hoặc yêu cầu độ bền cực cao gần với nhôm. Trong đại đa số ứng dụng cơ khí thông thường (nhiệt độ dưới 100°C, tải trọng vừa phải), PA MC Nylon hoặc POM đã đủ yêu cầu và chi phí thấp hơn PEEK 5–10 lần.
Có thể gia công ren vít trên nhựa PA hay PEEK không?
Có. PA và PEEK có thể gia công ren vít tiêu chuẩn (M3 trở lên). PEEK giữ ren tốt hơn PA do cứng hơn. Teflon và PU quá mềm để giữ ren ổn định – nên dùng insert kim loại khi cần kẹp ren trên các vật liệu này. Liên hệ kỹ thuật Nhựa Việt để được tư vấn thiết kế ren phù hợp.
Nhựa PU và cao su cái nào bền mài mòn hơn?
Nhựa PU bền mài mòn tốt hơn cao su tự nhiên 3–5 lần và cao su tổng hợp thông thường 2–3 lần. PU cũng có độ cứng điều chỉnh được (Shore A 40–95), chịu dầu tốt hơn cao su và không lão hóa nhanh khi tiếp xúc tia UV. Đây là lý do PU được ưu tiên làm bánh xe, con lăn trong môi trường công nghiệp.
Thời gian giao hàng chi tiết cơ khí gia công CNC bao lâu?
Nhựa Việt thực hiện gia công CNC nhựa kỹ thuật với thời gian tiêu chuẩn 3–7 ngày làm việc tùy độ phức tạp. Đơn hàng khẩn có thể rút ngắn còn 1–2 ngày. Gửi bản vẽ DXF/DWG/PDF qua Zalo hoặc email để nhận báo giá trong vòng 2 giờ làm việc.
Cần tư vấn nhựa kỹ thuật cho chi tiết cơ khí? Đội ngũ kỹ thuật Nhựa Việt sẵn sàng hỗ trợ từ chọn vật liệu, báo giá đến gia công theo bản vẽ:
Hotline/Zalo: 0936.038.400 | Email: lienhe@nhuaviet.net